































































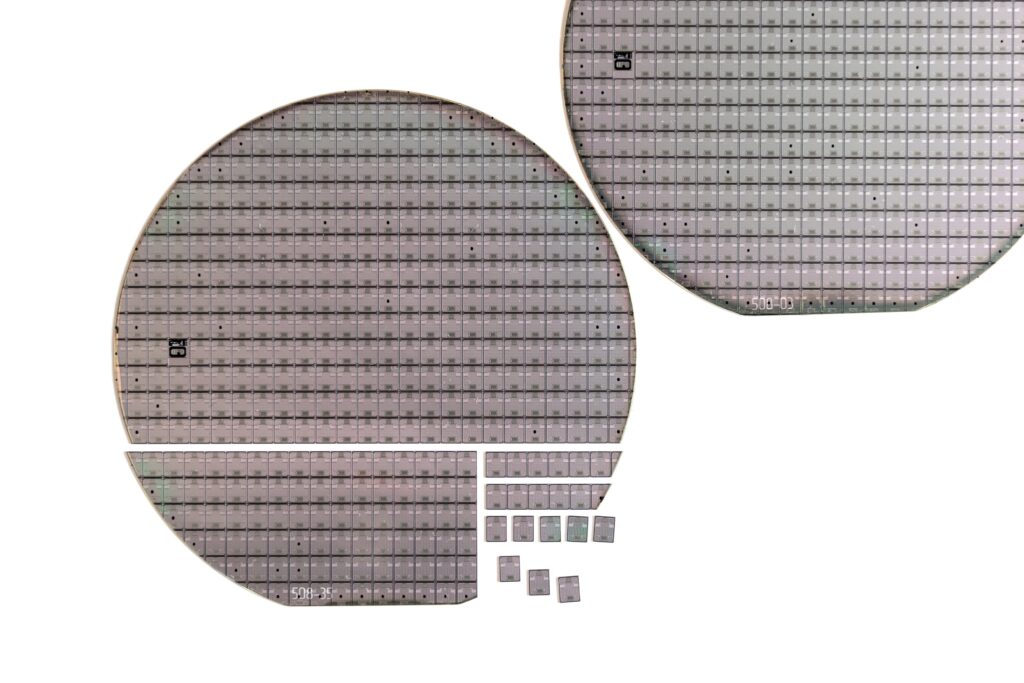
Premium water soluble synthetic coolant. SMART CUT® General Materials Formula is designed for large variety of materials and applications. Such as Glass, Natural & Semi Precious Stone, Composites, Semiconductor, Metals, Hard Tool Steels, Ceramics, Porcelain and many others. SMART CUT® General materials formula will benefit users in all industries and applications.
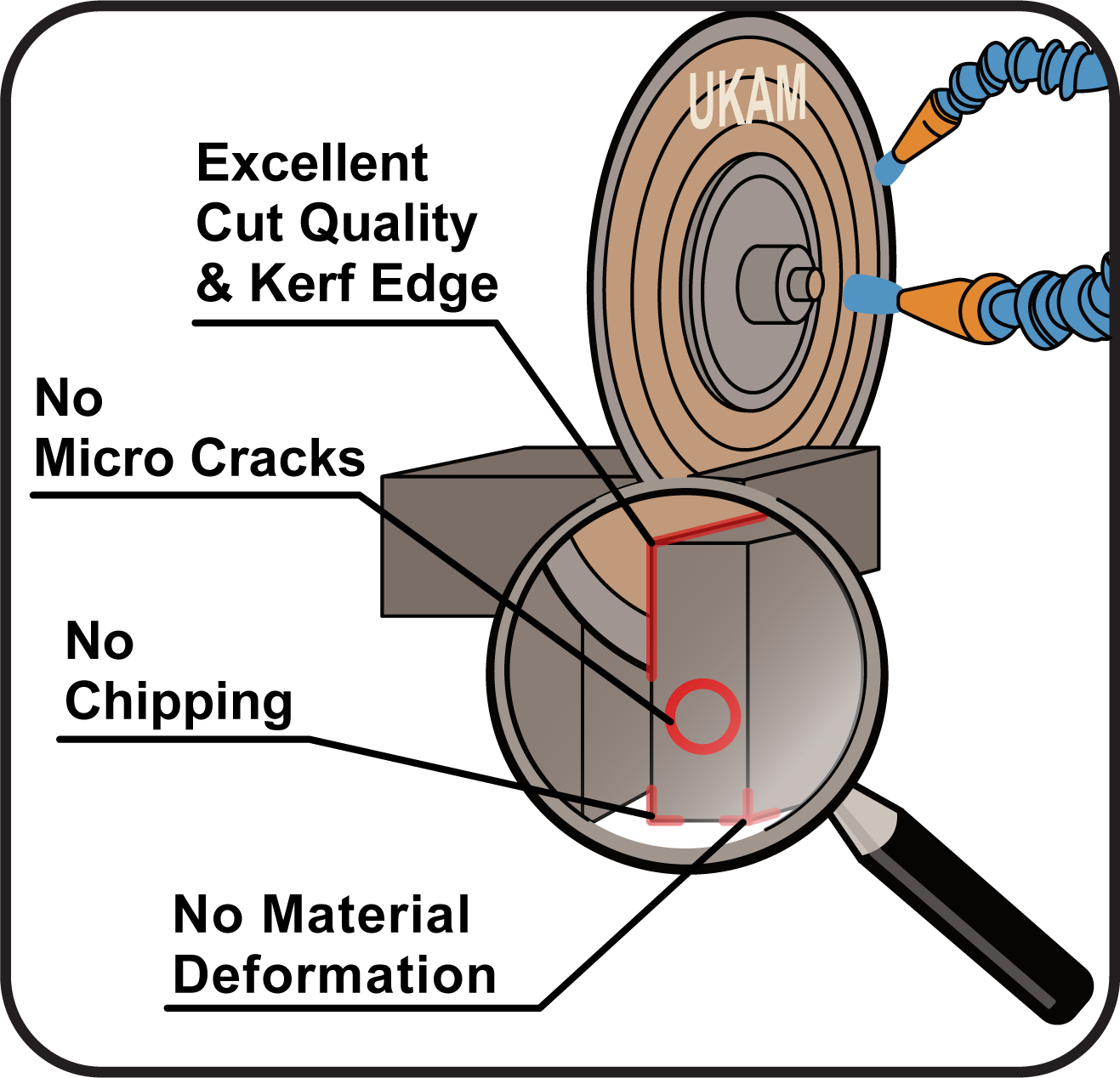
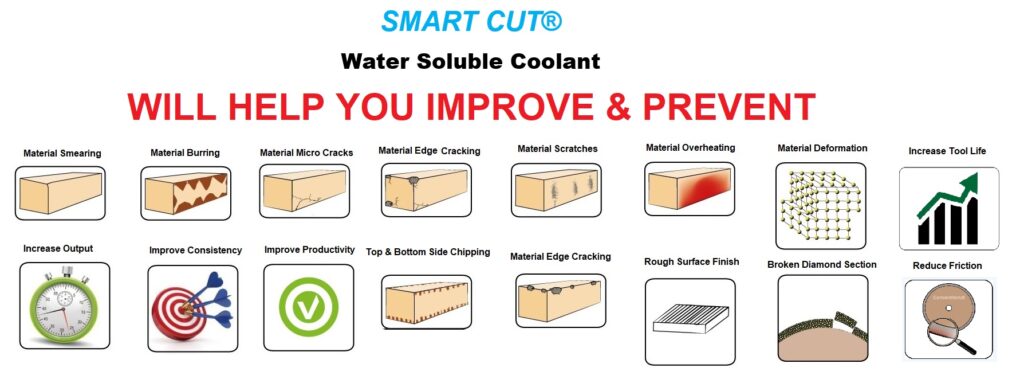
SMART CUT® water soluble coolant reduces material thermal stress, edge damage, internal cracking, increases tool life, provides better cut quality, preserves the material microstructure, assures long-term integrity of the material being cut and more. As a coolant SMART CUT® reduces heat caused by friction. As a lubricant SMART CUT® lowers friction and surface tension, which increases swarf dispersion.
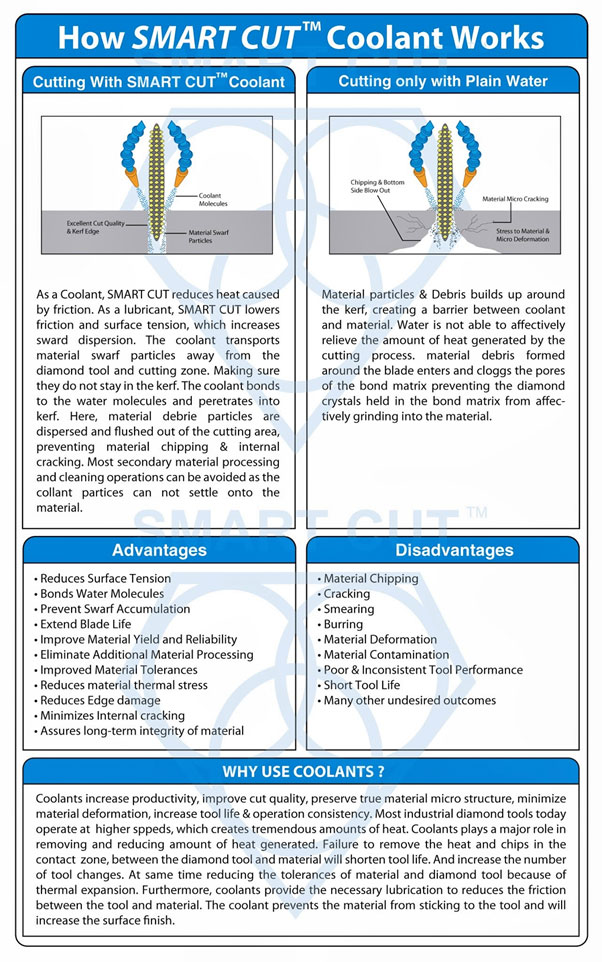
How it Works
Stream of SMART CUT® coolant added to deionized (DI) water reduces material thermal stress, edge damage, and internal cracking, assuring long-term integrity of material being drilled. Since SMART CUT® is a coolant and lubricant, both the diamond tools and material benefit. Stream of SMART CUT® coolant added to deionized (DI) water reduces material thermal stress, edge damage, and internal cracking, assuring long-term integrity of material being processed. Since SMART CUT® is a coolant and lubricant, both the diamond tools and material benefit.
Sizes Available
- 1 Quart
- 1 gallon bottles
- 5 gallon pails
- 55 gallon drums
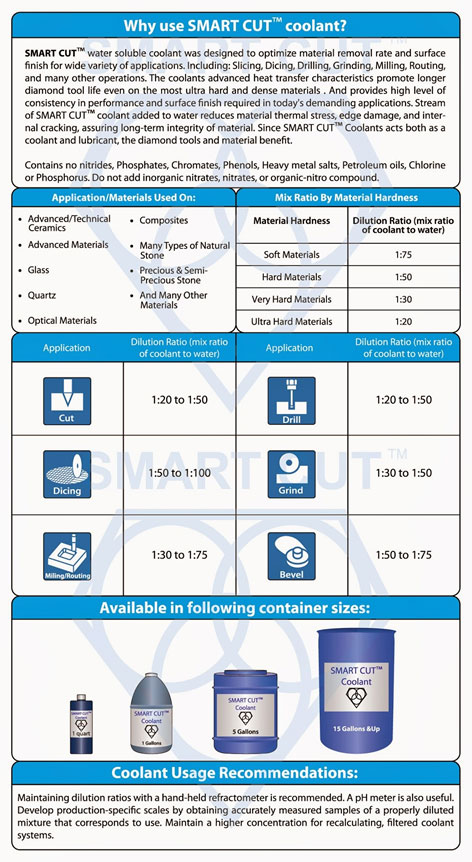
Mix Ration: 1:20
- 1 part coolant, & 20 parts water
- For use with Diamond Drills, Diamond Slicing Blades and Diamond Wafering / Sectioning Blades.
- Mix Ration: 1:30
- for all grinding operations
- MIX RATION: 1:75
- 1 part coolant & 75 parts water for use with Dicing Blades
SMART CUT® water soluble coolant is specifically designed to be used at a number of different concentrations. Each material and application will have an ideal concentration. The concentration will affect sump life, tool life, and surface finish. Here are some examples of different applications and their corresponding concentrations. Maintaining proper concentration is essential to obtain optimum results, specially in production setting. Based on our experience, close to 80% of the coolant issues reported by clients are directly or indirectly attributable to poor concentration control. Concentration control is difficult to achieve when the coolant is manually mixed in small batches and is virtually impossible to maintain when untrained operators mix coolant. The Systems Equipment Division carries a complete line of automatic proportioning equipment to maintain accurate coolant concentration control. (Fluid Mixers) The refractometer factor is used in determining concentration of a metalworking fluid. Each Master Chemical product has a refractive index factor for determining concentration. Consult the Data and Information Sheet for product specific refractive index factors. Multiply the refractive index (refractometer reading) by the refractometer factor and the result is the concentration of the working solution in percent. (The factor for most emulsion fluids is 1.0 so that the refractive index is the fluid concentration.) An unpleasant coolant smell is most likely attributed to anaerobic bacteria. Bacteria produce waste products, which often contain sulfur and exude the “rotten-egg” smell. Bacteria are major contributors to coolant failure. They chemically alter coolants and destroy the lubricants and corrosion inhibitors in the process. They also pass off corrosive acids and salts into the coolant, which can lead to low pH and corrosion problems. The bacterial growth can be minimized by: Oftentimes, “cover-ups” which are perfumes, can be used to mask odors but they are not a cure and their use can lead to more serious fluid problems later. Most coolants exhibit colors and odors that result from the chemicals from which they are blended. But sometimes metal cutting fluid manufacturers use dyes and colorants to give them an aesthetic appeal. They are also helpful in identification of products for companies which use a number of different products. Machine operators sometimes use color intensity as an indication of coolant concentration. Color intensity is not a good indicator of concentration as tramp oil can absorb the dyes used, and some work materials (such as cast iron) can “mask” the dye. Even with dyed coolants it is necessary to check fluid concentration properly periodically. Residue is the material left behind on the machine and workpieces after the water evaporates from the coolant solution. Residues should never interfere with the smooth and proper machine tool function but more importantly the residue should enhance the machine’s operation. Residues may be classified as: For optimum machine tool functioning, oily, non-gummy residues are preferable. If a residue is hard, gummy or crystalline, it can cause a machine’s moving parts to “stick” or “freeze” and may cause a machine malfunction. A moderate crystalline film may be tolerated on certain types of surface grinders but such a residue could cause a major problem on a 5-axis machining center. In other words, the type of machine must be considered when selecting a fluid because the type of residue may dramatically affect the machine function.
When water miscible coolants are used in machining and grinding operations the volume of fluid in the coolant sump decreases due to the physical loss of the fluid (fluid is carried off on chips and parts) and water evaporates because it absorbs heat generated in the machining or grinding operation. Proper operation requires that the fluid level is maintained at some minimum level and so “makeup fluid” must be added to replenish coolant carried out on chips and parts. Since the loss of water by evaporation causes the fluid in the sump to increase in concentration the “makeup fluid” will always be mixed at the same concentration less that of the recommended operating concentration. For example, if an emulsion coolant is to be run at 5% volume to water then the “makeup” concentration for that fluid will generally be 2.5-3.0%. Check your product data and information sheets for recommended working and “makeup” concentrations.
Mixing is crucial to maintaining stability in cutting and grinding fluids. Proper mixing instructions are available on all Master Chemical Data and Information Sheets. For optimum performance and maximum life, coolant concentrates should be mixed with chemically pure water produced by deionization or reverse osmosis. It is a general rule that concentrates should be added to the water last and mixed thoroughly. One way to remember the proper sequence of addition is to remember “O.I.L.”, meaning “oil in last”. Special mixing devices and proportioners like the UNIMIX™ and Master Mix™, which automate the mixing process and minimize the waste of concentrate, are available from Master Chemical. (Fluid Mixers)

 INDUSTRIES USED IN:
INDUSTRIES USED IN:
-
Advanced Ceramics
-
Composites
-
Glass
-
Geology
-
Quartz
-
Materials Research
-
Medical Devices
-
Metallography
-
Photonics / Optics
-
Semiconductor
-
Plain Carbon Steels
-
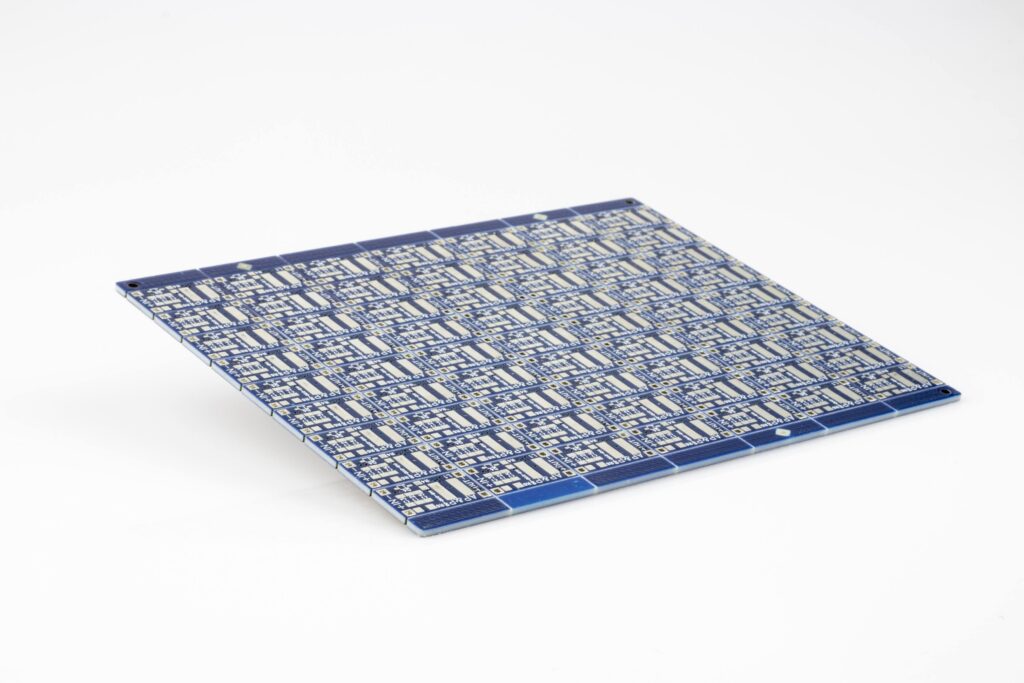
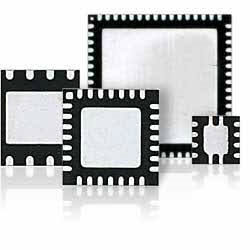
Electronic Packages
-
stainless Steels Plastics
-
Tool Steels Fasteners
-
Aluminum Refractories
-
Copper Base Alloys Integrated Circuits
-
Magnesium Thermal Spray Coatings
-
Titanium Metal Matrix Composites
-
Biomedical Wafers
- Petrographic
Item No. | Image | Discription | Price | Quantity | Add to cart |
|---|---|---|---|---|---|
SMARTC1G |
 (1)") |
$34.81
|
|||
SMARTC2G |
") |
$99.81
|
|||
SMARTC4A |
 |
$317.41
|
|||
SMARTC7A |
 (2)") |
$1,745.00
|
-
 Reduce Surface Tension
Reduce Surface Tension
-
Improve Output & Reliability
-
Improve Surface Finish Quality
-
Increase Tool Life
-
Preserve Material Micro Structure
-
Reduce Thermal Stress
-
Reduce Chipping
-
Reduce Edge Damage
-
Reduce & Minimize Micro Cracking
-
Reduce Heat Transfer
-
Improve Process Consistency
-
Eliminate Secondary Processing Operations
-
Improve Tolerances
-
Minimize Swarf Accumulation
-
Assure Long Term Integrity of Material
-
Lowers Friction
-
Improve Tolerances
-
Wetting agents and increased lubricity allow high speed operation and high production yields.
-
Excellent Corrosion Inhibition even at lower than the recommended dilutions
-
None foaming
-
Mixes with hard or soft water
-
Not irritating to skin or eyes
-
Enhances surface finish
-
Effective in Preventing Odor-Causing Microbiological Growths
-
Pleasantly Scented
-
Bonds Water Molecules
-
User & Environment Friendly
-
None Staining
-
None Foaming
-
Compatible with all Filtration Systems
-
Non Corrosive
-
Economical with High Dilution Ratios
-
Universal Application can be used for most materials & applications




























-
 Reduces Surface Tension - by 25-40 dynes/cm2. SMART CUT® Coolant allows more water into the material kerf / pores, dissipating heat generated by friction.
Reduces Surface Tension - by 25-40 dynes/cm2. SMART CUT® Coolant allows more water into the material kerf / pores, dissipating heat generated by friction.
-
Bonds Water Molecules - into the kerf and to the diamond tool, allowing better swarf dispersion and lubrication.
-
Prevent Swarf Accumulation - on the diamond tool and in Back and frontside edges, minimizing chipping and internal cracking.
-
Extend Diamond & CBN Blade, Drill, Wheel, & Tool Life - by up to 30%. The lubricated blade / diamond tool runs cooler, reducing metal fatigue and blade / diamond tool wear.
-
Improve Material Yield and Reliability - from the reduced amount of chipping, cracking and consequent edge damage.
-
Eliminate Additional Material Processing - Depending on the application and your objectives, SMART CUT® Coolant frequently eliminates and minimizes secondary and subsequent material processing.
-
Improved Machining Tolerances - Many of today’s demanding advanced material applications provide challenges to advanced material manufacturers and R & D facilities. Obtaining tolerances less than a millionths of an inch, is not uncommon. SMART CUT® Coolant promotes attainment of close tolerances by removing heat generated at the point of contact between the tool and work piece. Heat can cause deformations in both the tool and work piece that results in the loss of tolerance. When the generation of heat and its subsequent removal by a coolant is momentarily interrupted any coolant product will adversely affect the performance of a tool and therefore ruin a tolerance specification.