






















































-
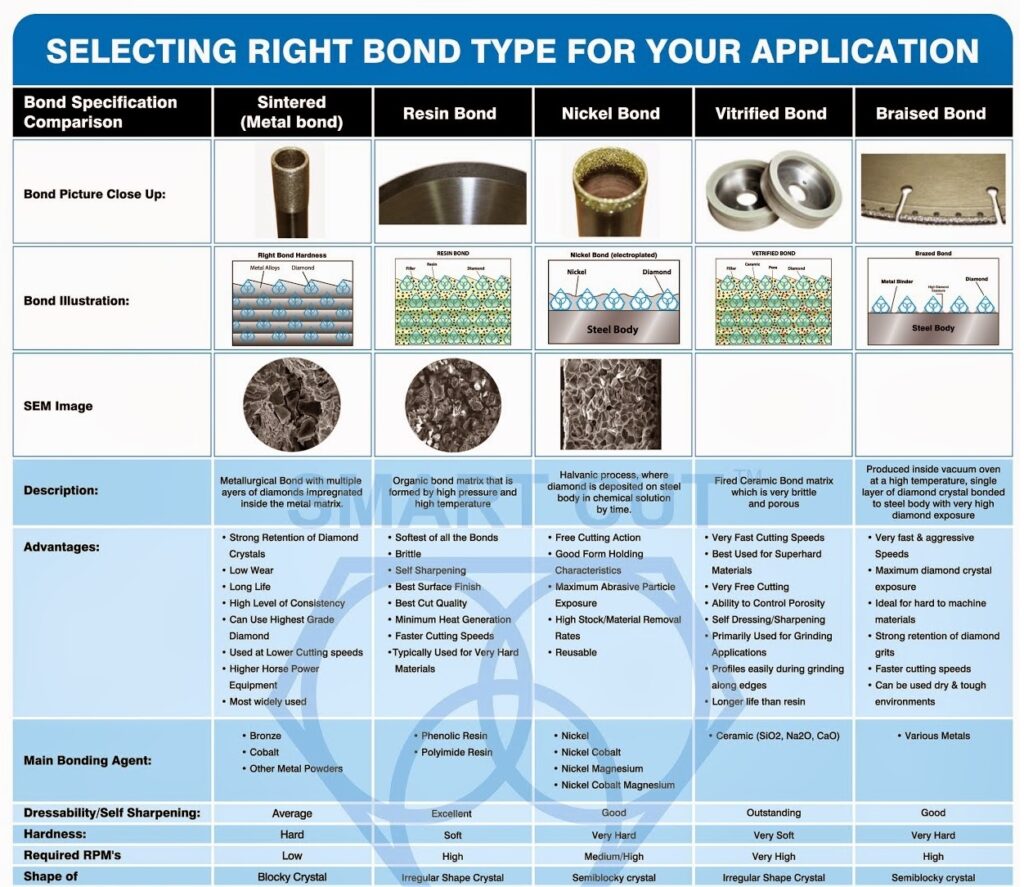
 Free Cutting Action - better removal rates and less thermal damage to the part
Free Cutting Action - better removal rates and less thermal damage to the part
-
Good Form Holding Characteristics - -hold simple and intricate forms for the entire life of the tool or wheel, from first grind to last.
-
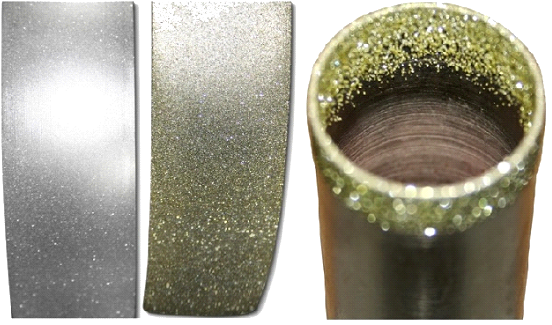
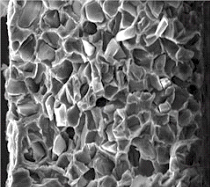
Maximum Abrasive Particle Exposure
-
High Stock/Material Removal Rates - Lower long term cost with the potential reduction or elimination of time associated with set-up, dressing and tool changes.
-
Reusable - striped & replated with potential savings of 25% over new electroplated products.



-
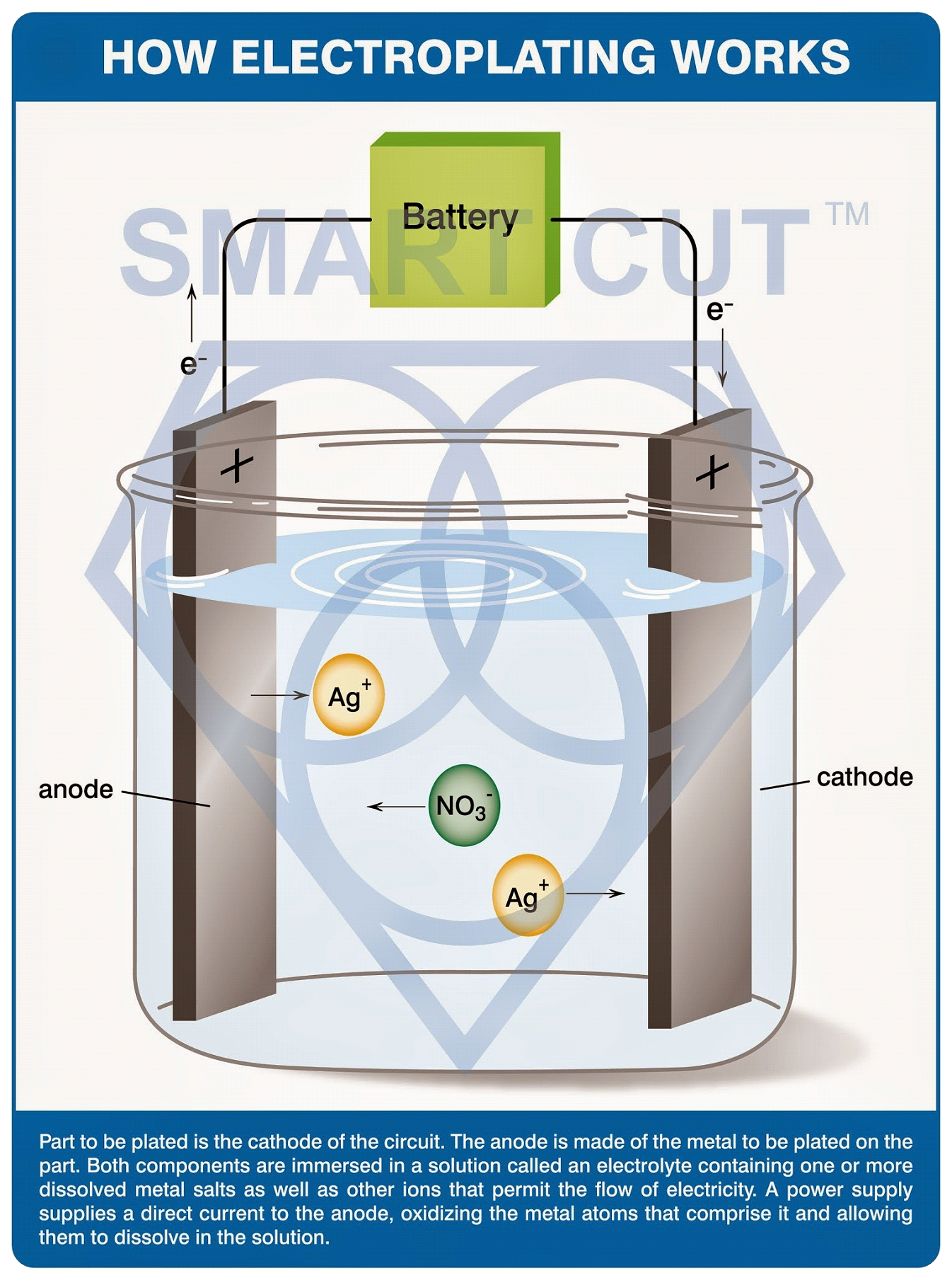
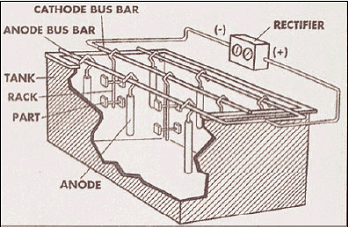
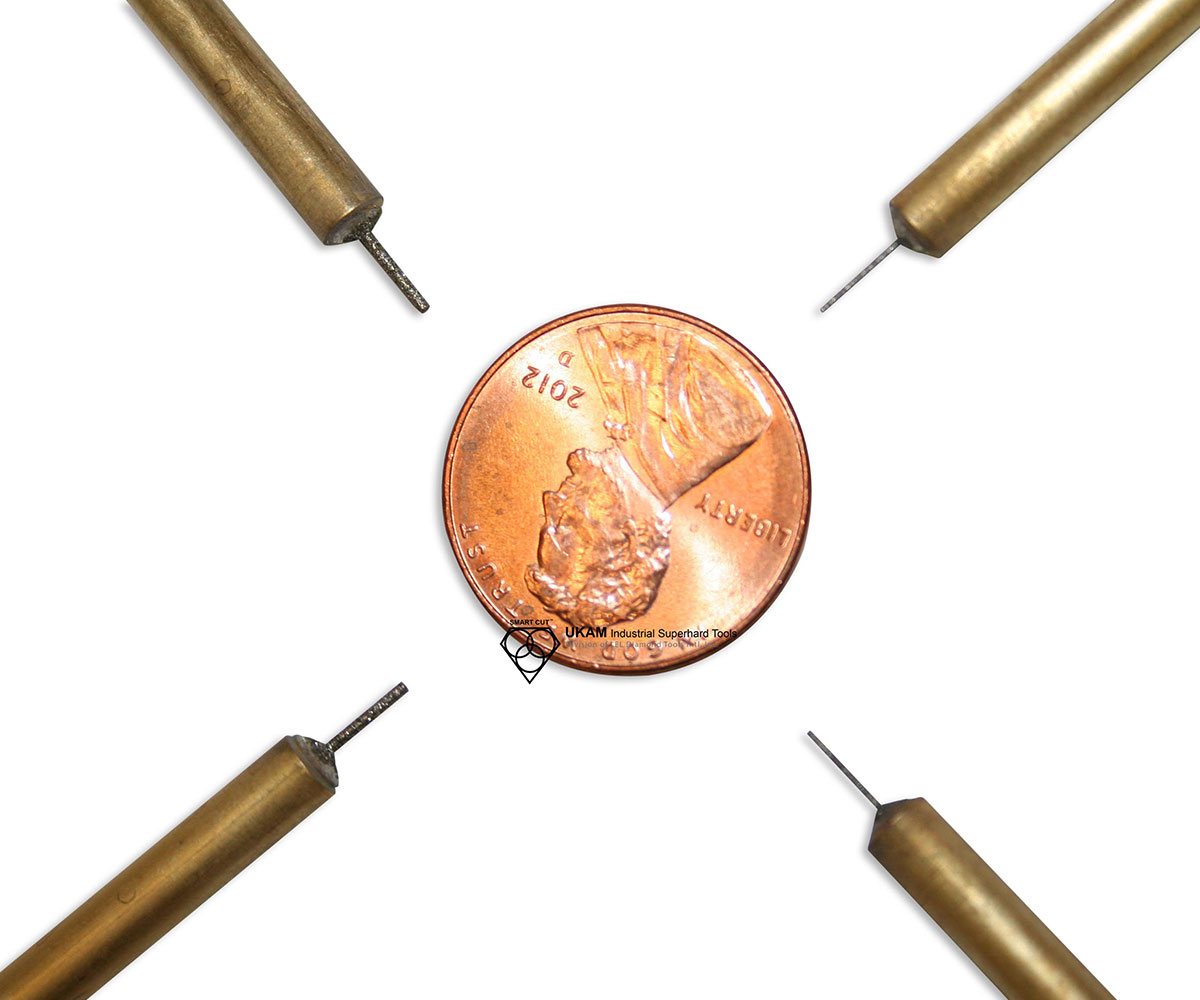
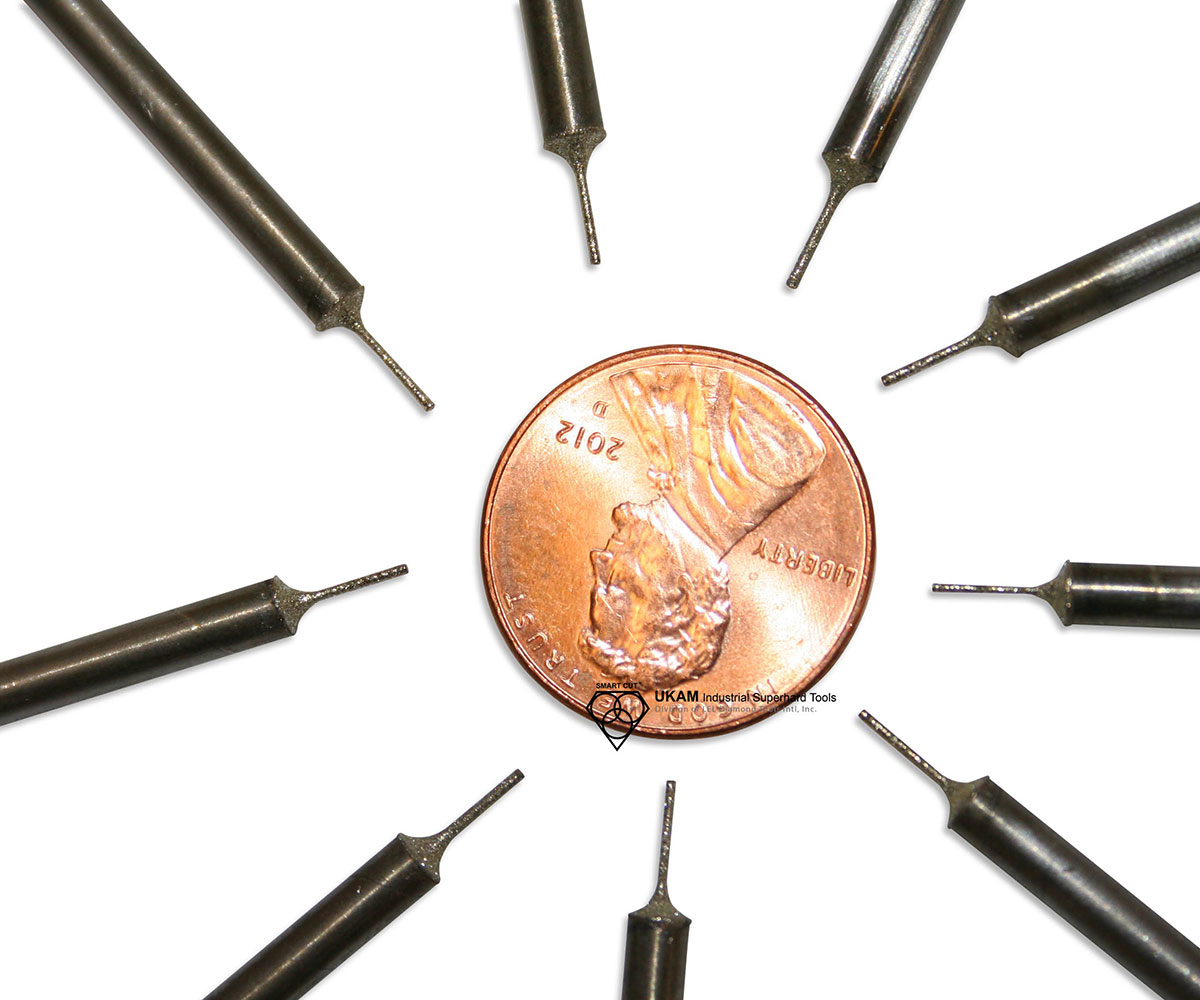
dimensions of the steel body to be plated
-
size and type of diamond crystal
-
Metal Powder Used to Hold the diamond crystals
-
Current Size
-
Time

























































































































































-
Fiberglass
-
Graphite
-
Refractory
-
Green Carbide
-
Silicon
-
Alumina
-
Beryllium Oxide
-
Brake Linings
-
Cerments
-
Polyesters
-
Asbestos
-
Micarta
-
Carbide
-
Stone
-
Glass Bonded Mica
-
Barium Titanate
-
Epoxy
-
Optical Materials
-
Optical Materials
-
Ceramics
-
Refrasil
-
Ferrites
-
Marble
-
Silicone
-
Transmission Bands
-
Taped Graphite
-
Composites
-
Carbon
-
Pure Glass
-
Astralite
-
Quartz
-
Porcelain
-
Onyx
-
Clutch Linings
-
Glass Laminated
-
AND MANY OTHERS
-
Aircraft
-
Circuit Board
-
Missle
-
Diving Board
-
Marble
-
Boast
-
Automotive
-
Casket
-
Pool Slide
-
Glass
-
Aerospace
-
Construction
-
Paneling
-
Swimming Pool
-
Composites
-
Yacht
-
Pure Glass
-
Tank (Water & Acid)
-
Form Grinding
-
AND MANY OTHERS
-
 Female radius on the steel blank must be larger than the finished size required
Female radius on the steel blank must be larger than the finished size required
-
Male radius on the steel blank must be smaller than the finished size required
-
Diamond: 5,000 to 6,000 SFPM (Surface Feet Per Minute)
-
CBN: 6,500 to 12,000 SFPM
-
SFPM = Wheel Speed in RPM's X Wheel Diameter in Inches X .262
-
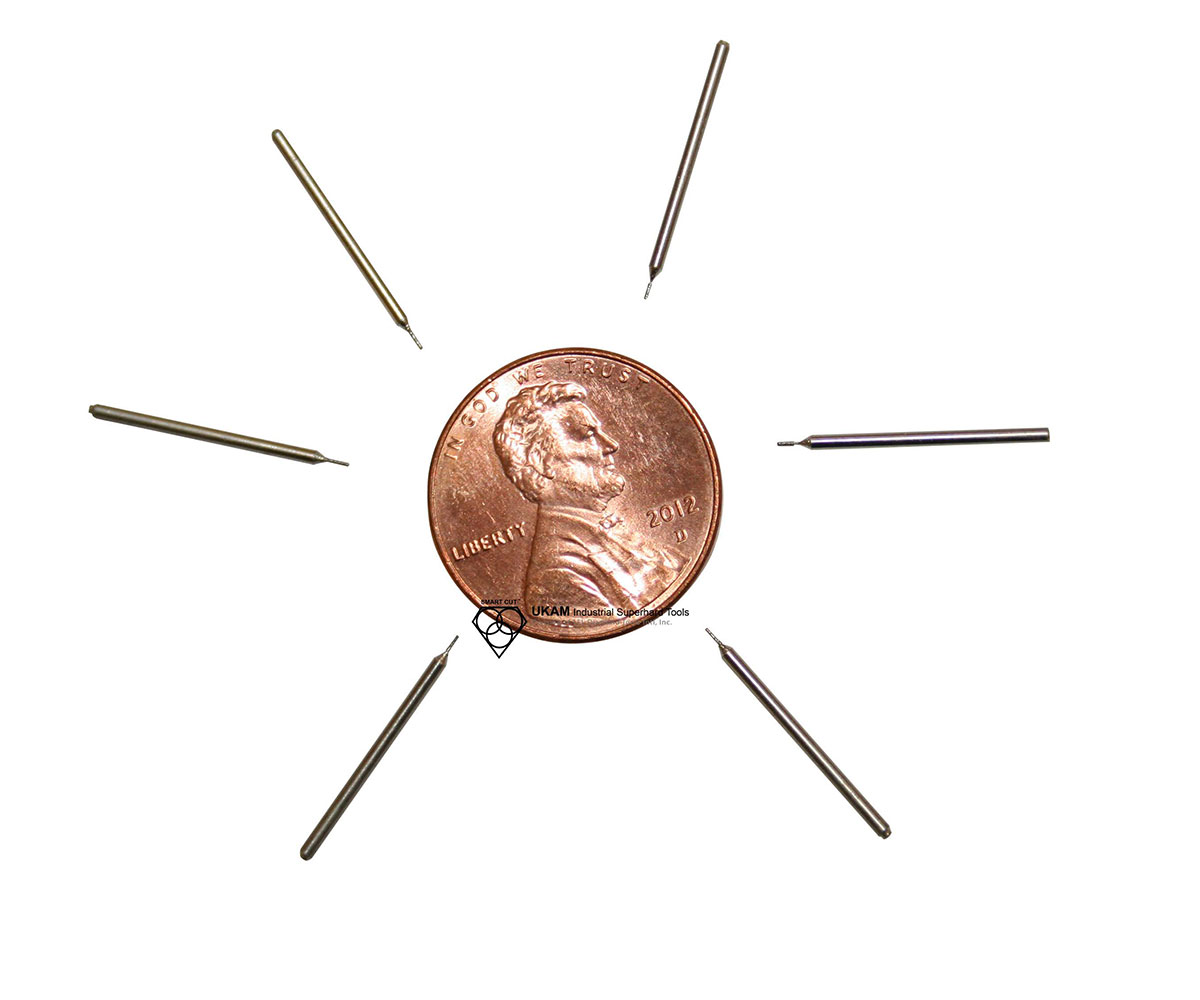
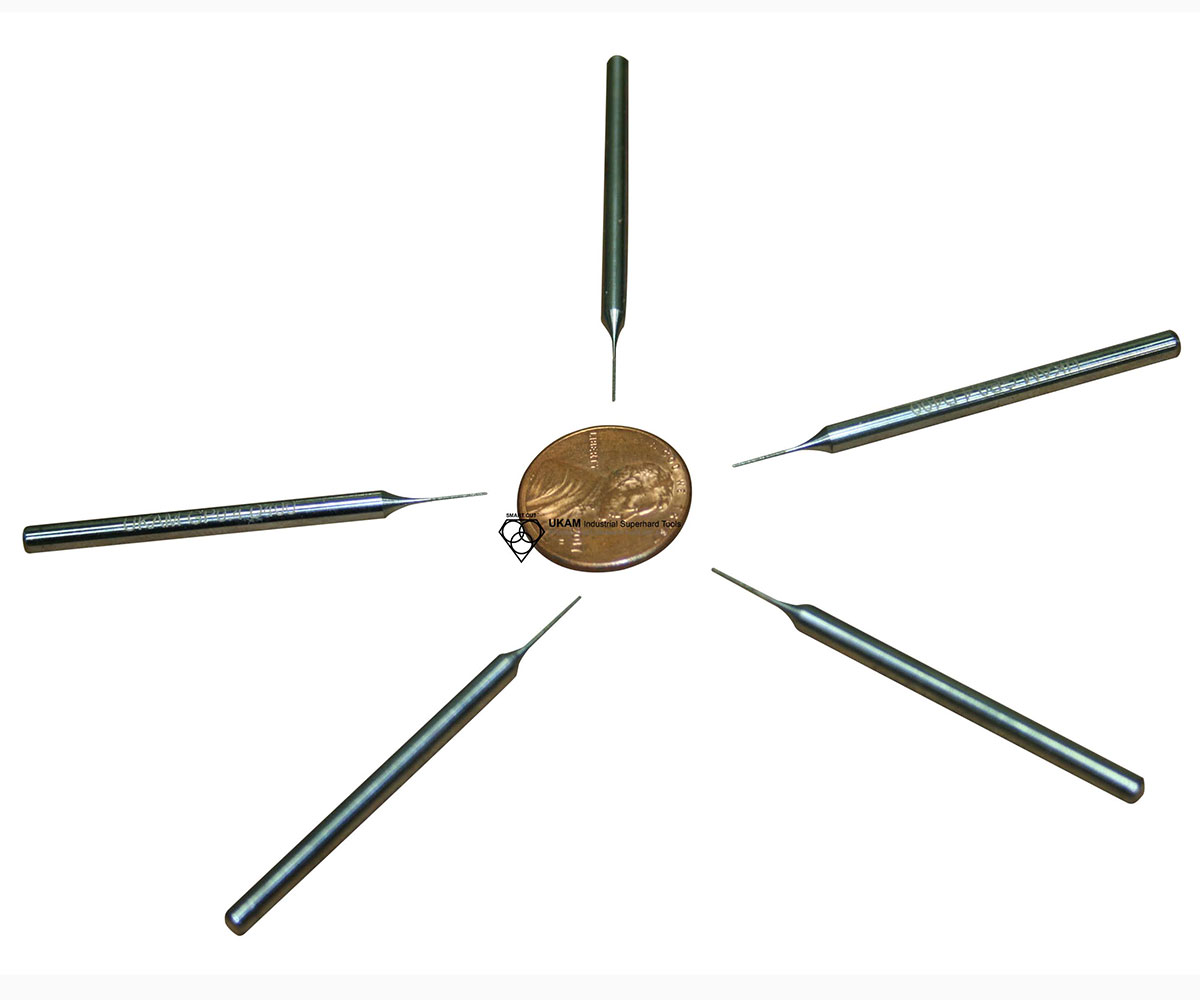
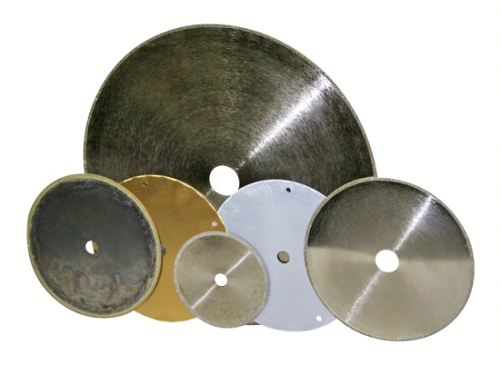
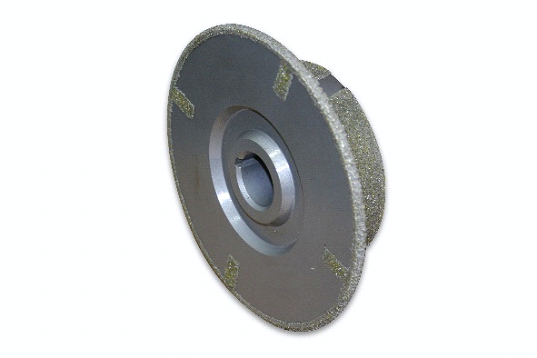
Diameters Available: 0.025mm to 762mm
-
thicknesses available: .0005" (12 microns) to any thickness in .0005” (5micron) increments
-
arbor sizes available (inside diameters): any arbor size. Standard are 1/8”, ¼”, 3/8”, ½”, 5/8”, ¾”, 1”, 1.25”, 40mm, 2.75”, 3.5”. For most wheels we can alter the arbor size to anything you need, almost same day and can also produce any arbor size. Wheels mounted on straight shank & mandrel available
-
diamond type: synthetic diamond, synthetic coated diamond & cbn (cubic boron nitride)
-
diamond depth (diamond height) 1.58mm to 20mm and fully impregnated with diamond (from OD to ID)
-
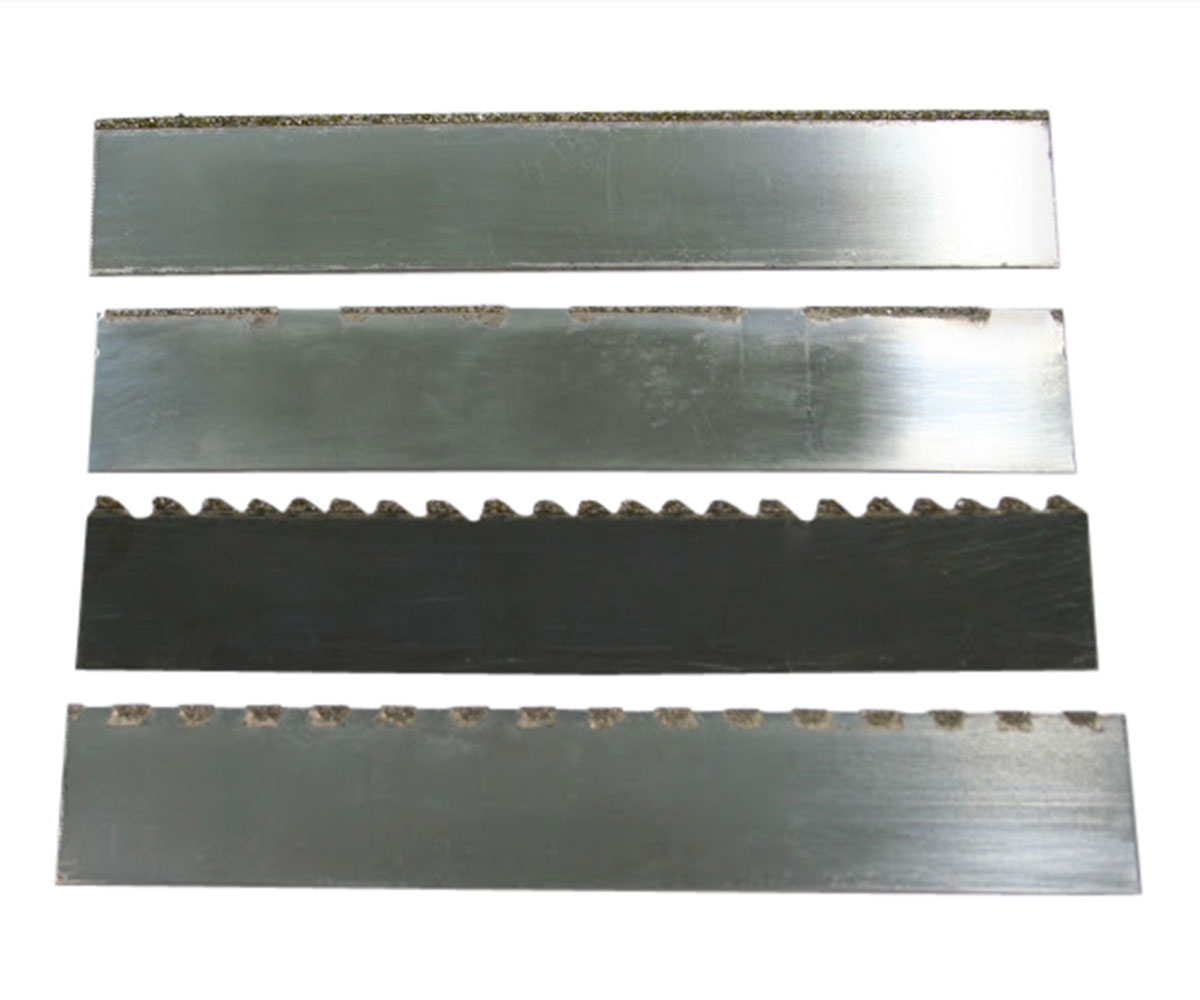
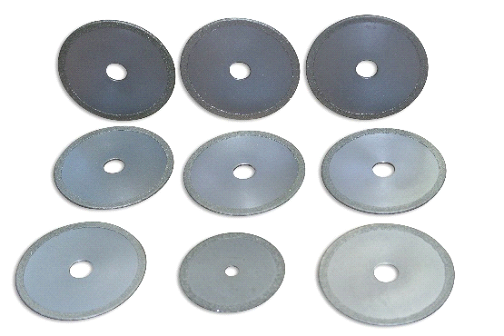
Edge Type: Continuous Rim and Slotted
-
Core Available: Steel, Stainless Steel, Bronze, Steel with Memory, High carbon steel, tungsten carbide, fully impregnated with diamond
-
Edge Shape: 1A1R, 1A1, 1E1, 1M1, 1N1, 1V1, 1A8, 1E8, 1zm8, 1N8, 1V8 1A1, 14U1, 6A2, 6A2 SP, 9A3, 12A2-45, 11V9-70, 12S2-45SS, 12V5-45 (other kerf angles & radiuses can be produced upon request)
-
Bond Hardness: Super Soft, Soft, Medium, Hard
-
Tolerances Available: ODT tolerances +.050/.000 Arbor Hole Tolerance+.001/-.000
Rim Thickness +.002/-.001 Core Thickness: +.001/-.001
-
diamond grit sizes: 35 mesh to 1 micron
-
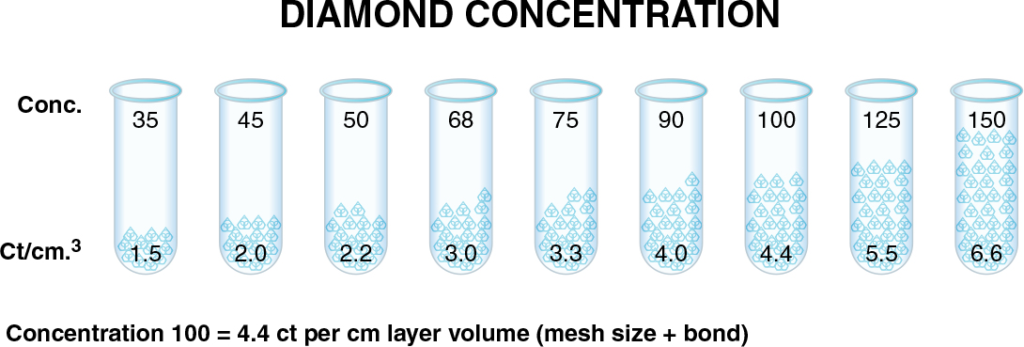
diamond concentration: low, medium & high (from 10 con to 150 con)



02
Jun
How to Selecting Right Diamond Tools for your application
Share this Article with Friend or Colleague
One of the most critical factors in successful diamond too...

02
Jun
How to properly use Diamond Tools
Share this Article with Friend or Colleague
UKAM Industrial Superhard Tools manufactures precision dia...

02
Jun
Why use diamond
Share this Article with Friend or Colleague
Diamond is the hardest material known to man kind. When...
02
Jun
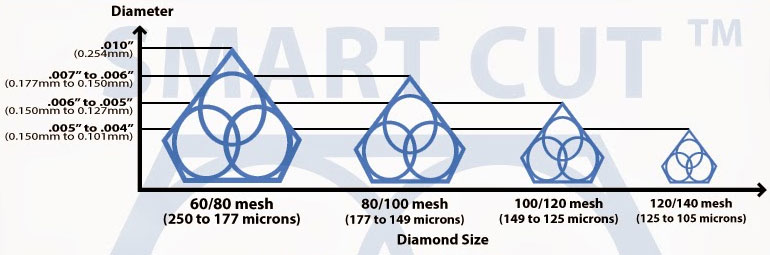
What is Diamond Mesh Size and how to select best one for your application
Share this Article with Friend or Colleague
Diamond grit size can be defined as the size of the diamon...
02
Jun
What is Diamond Concentration and which to use for your application
Share this Article with Friend or Colleague
Life of the diamond tool is primarily controlled by amo...

02
Jun
Diamond Tool Coolants Why, How, When & Where to Use
Coolant supply position and pressure is critical to minimize chipping, and maintain consistent and acceptable cut quality.
Co...
02
Jun
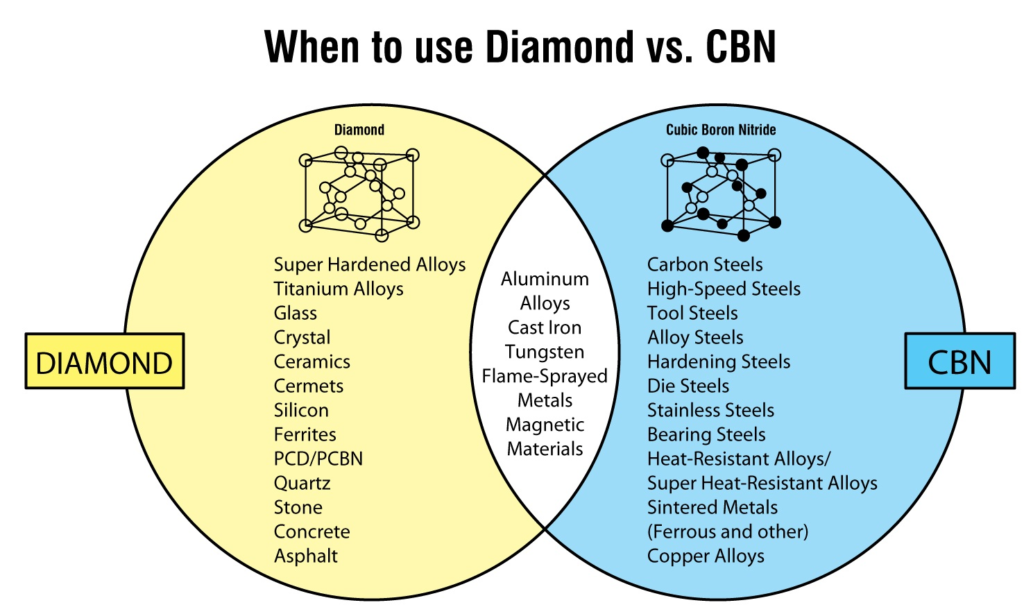
Diamond vs CBN (cubic boron nitride) Tools
Share this Article with Friend or Colleague
Cubic Boron Nitride (CBN) is a synthetic material that is ...
18
Jul
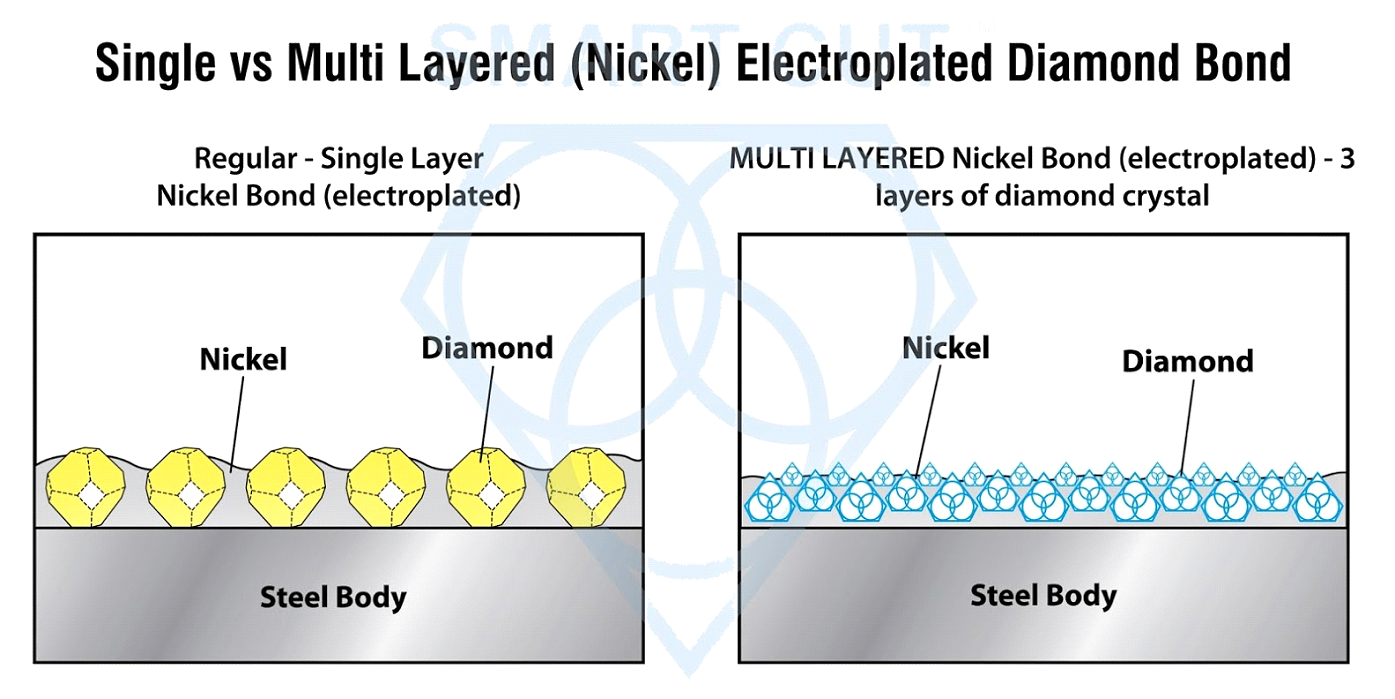
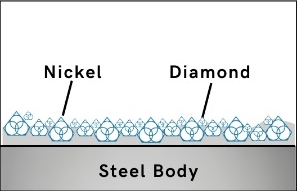
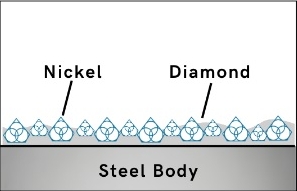
Get to Know the Diamond Tool Bond Types and Which to use for your application
Share this Article with Friend or Colleague
The bond is the agent that keeps the diamond or CBN (cubic boron nitride) cryst...