









































































-
 Alloy steels (45-68 RC)
Alloy steels (45-68 RC)
-
Carbon tool steels (45-68 RC)
-
Die steel (45-68 RC)
-
High speed steel (45-68 RC)
-
Chilled cast iron
-
Ni Hard
-
Forged steel
-
Meehanite iron
-
Moly chrome steel rolls
-
Inconel 600
-
Rene
-
Monel
-
Stellite
-
Colmonoy
-
Waspoloy



















-
Material Being Cut.
-
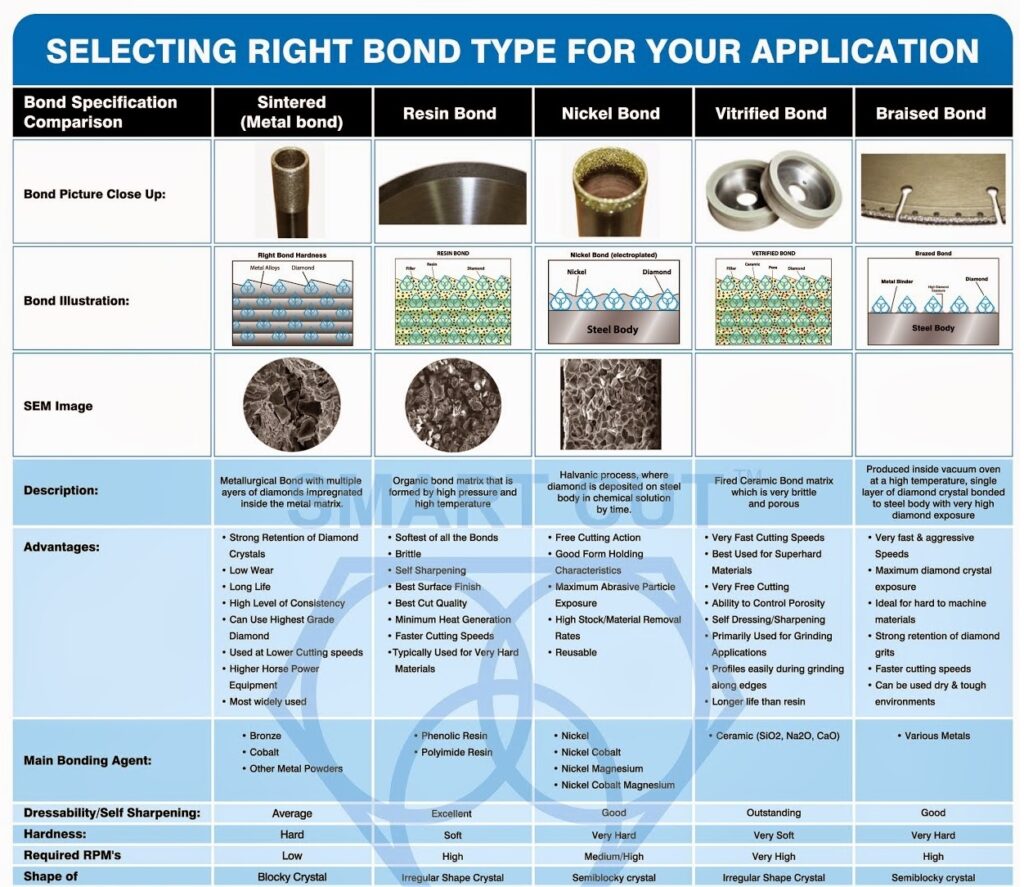
Bond Type and Hardness
-
Diamond Mesh Size
-
Cutting Speeds
-
Coolants being used


-
less loss of material
-
minimum material deformation / preserve true material micro structure
-
less heat generation
-
faster cutting speed
-
less chipping
-
better finish quality












-
Alumina
-
Barium Titanate
-
Garenet
-
Glass & Quartz
-
Ferrite
-
LiNb03
-
Silicon
-
Fused Silica
-
Electronic Ceramics
-
Sapphire
-
Ultra Hard & Brittle Materials
-
Sapphire
-
Carbon Fiber Tubing
-
Silicon Nitride
-
Rare Earth Magentic Materials
-
Zirconia
-
Moybedum
-
Tungsten Carbide
-
Ferrites
-
Cast Iron
-
HSS Punches
-
HSS Hardened
-
Ni Hard Rods
-
Titanium
-
Stainless Steel
-
High Alloy Steel
-
Chrome Nickel
-
Superalloys Hardened Tool Steels
-
FR4/BT Resin
-
Alumina
-
Glass
-
Copper & PCB
-
AITIC
-
Green Ceramic
-
Plastic Laminates
-
Zirconia
-
Rare Earth Magnets
-
Fired Multi Layered Ceramics
-
copper
-
aluminum
-
metal matrix composites
-
pc boards
-
thermal spray coatings
-
titanium alloys
-
glass
-
Al203
-
Zr203
-
Concrete
-
soft ceramics
-
electronic packages
-
integrated circuits
-
GaAs
-
Glass
-
Stone
-
Aslphalt
-
carbon steels
-
high speed steel
-
tool steels
-
alloy steels
-
hardening steels
-
die steels
-
stainless steels
-
bearing steels
-
Heat Resistant Alloys
-
Sintered Metals
-
Copper Alloys.
-
Aluminum Alloys
-
Cast Iron
-
Tugsten
-
Flame Sprayed Metals
-
Magentic Materials
-
Fiber reinforced composites
-
Plastics
-
Graphite
-
Fiberglass
-
Epoxy
-
Silicon
-
Bones
-
GRP
-
pre-sintered and pre- fired (green) materials
-
thermosetting plastics
-
electro carbons
-
soft ferrites
-
farinaceous products
-
deep frozen fish
-
pones
-
Resins
-
Acrylic
-
glass fibers
-
composites
-
tool and die steels,
-
high alloy steels,
-
nickel rich alloys.
-
soft metals
-
Meteorites
-
rubber
-
plastics
-
Very soft & Gummy Materials
-
Unmatched Cut Quality
-
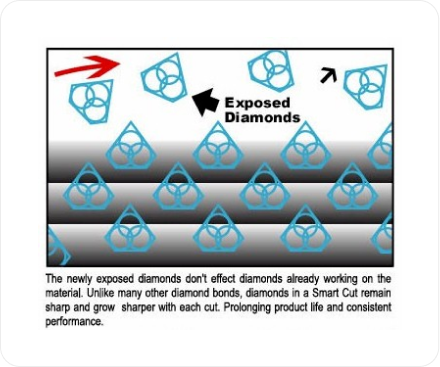
Free Cutting & Self Sharpening
-
Faster & Freer Cutting Speed
-
Less Heat Generation than
-
Less Stress to material
-
Will cut the hardest material
-
Can be used dry (without coolant) when needed
-
Can withstand Higher Temperature
-
Perfect for fragile and delicate materials
-
Perfect for cutting tubing materials with no chipping
-
More Universal, used on majority of applications
-
Longer Life than other bond types
-
Largest Range of Specifications available from stock
-
Preserve True material Micro Structure
-
Freer and faster cutting action
-
High Diamond Exposure
-
Thinnest possible kerfs available
-
More forgiving to operator errors
-
Lower Cost
-
May be used without coolant (on some
-
Does not Gum up on soft materials such as plastics & composites applications)*
-
hardness and abrasiveness of the material being cut
-
RPM's (speed) and power of your equipment
-
amount of pressure used (feed rate)
-
proper use of coolant (type of coolant, coolant force, & direction)
-
operator experience (Understanding Proper Diamond Blade Usage Principals and adjusting them as need to better fit their particular application & objectives)
-
overall age and condition of cutting equipment (precision, accuracy, & repeatability of cutting equipment. As well as Flange Diameter & Maintenance condition of equipment used)
-
mesh size of the diamonds
-
hardness of the bond compared to the material being cut
-
experience and technology of manufacturer in keeping diamonds in the bond

















































02
Jun
How to Selecting Right Diamond Tools for your application
Share this Article with Friend or Colleague
One of the most critical factors in successful diamond too...

02
Jun
How to properly use Diamond Tools
Share this Article with Friend or Colleague
UKAM Industrial Superhard Tools manufactures precision dia...

02
Jun
Why use diamond
Share this Article with Friend or Colleague
Diamond is the hardest material known to man kind. When...
02
Jun
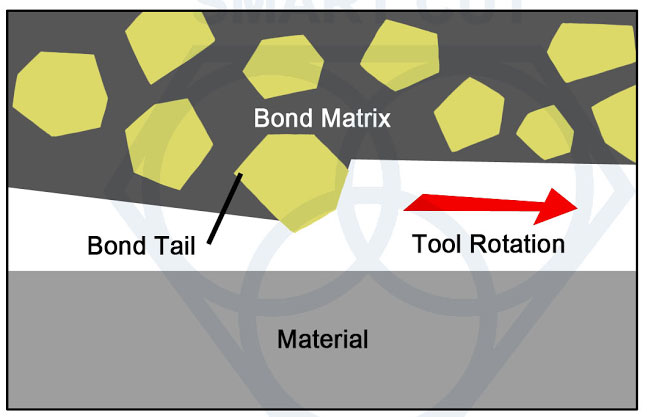
How Diamond Tools Work
Share this Article with Friend or Colleague
Diamond will work all types of materials from hardness of ...
02
Jun
What is SMART CUT Technology
Share this Article with Friend or Colleague
The sharpest and finest quality diamonds or CBN crystals t...
02
Jun
Diamond Wire Advantages & Application
Share this Article with Friend or Colleague
Diamond Wire saws provide the most accurate cutting with t...
02
Jun
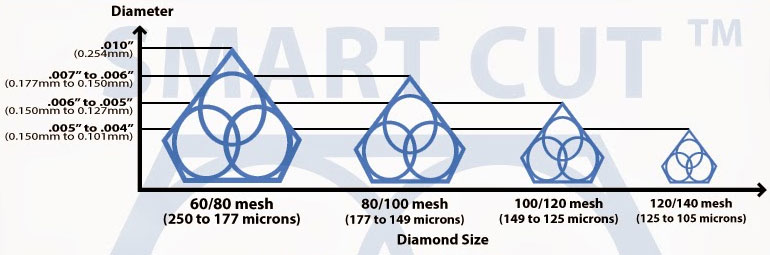
What is Diamond Mesh Size and how to select best one for your application
Share this Article with Friend or Colleague
Diamond grit size can be defined as the size of the diamon...
02
Jun
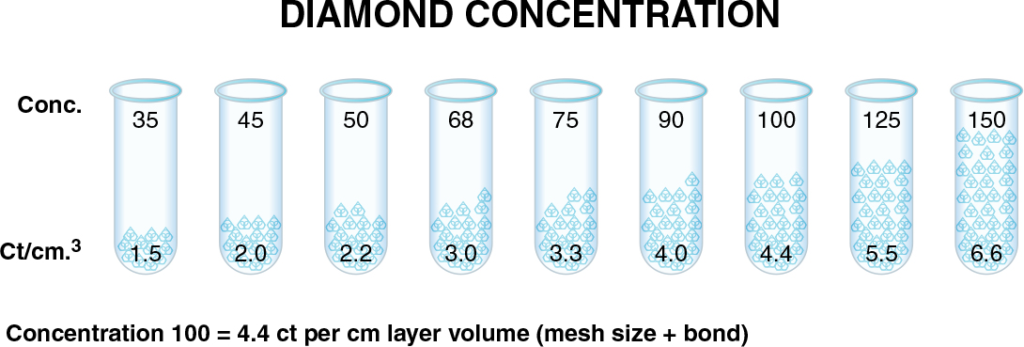
What is Diamond Concentration and which to use for your application
Share this Article with Friend or Colleague
Life of the diamond tool is primarily controlled by amo...
02
Jun
Diamond crystal quality – you get way you pay for
Share this Article with Friend or Colleague
The size of the diamond crystals, as well as the concentra...
02
Jun
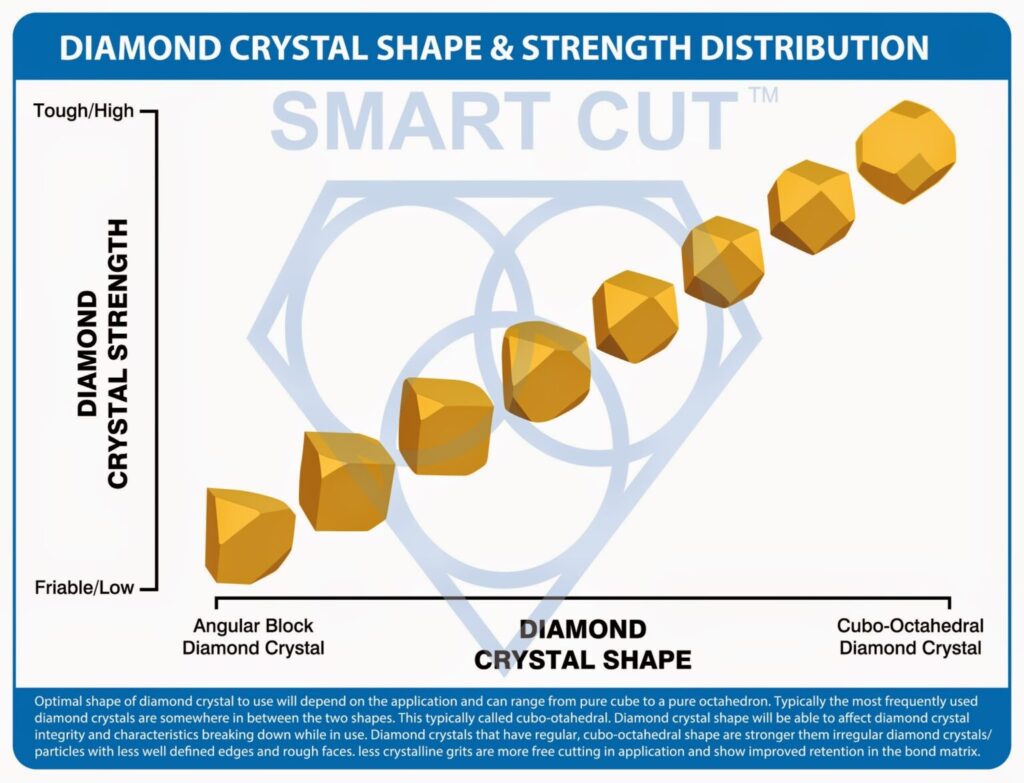
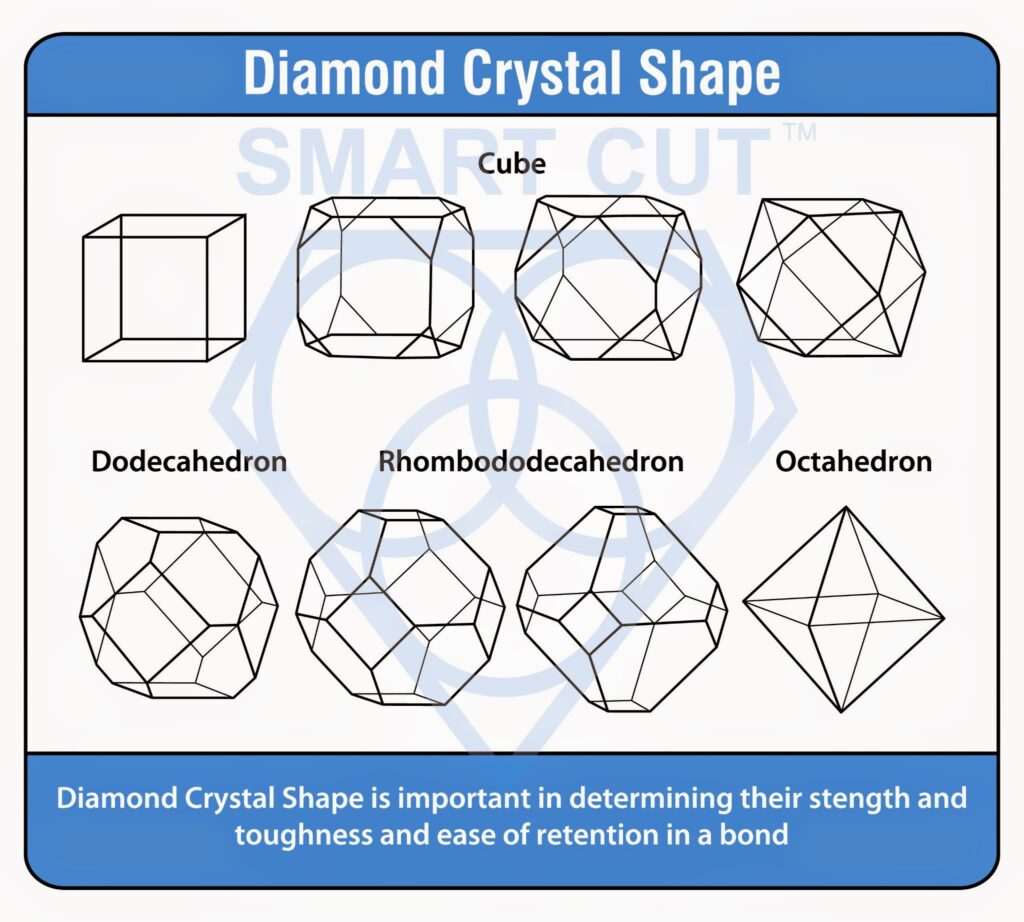
Diamond impact strength
Diamond crystal wear mechanism is dependent on diamond strength. In order to optimize the cutting performance in ...
02
Jun
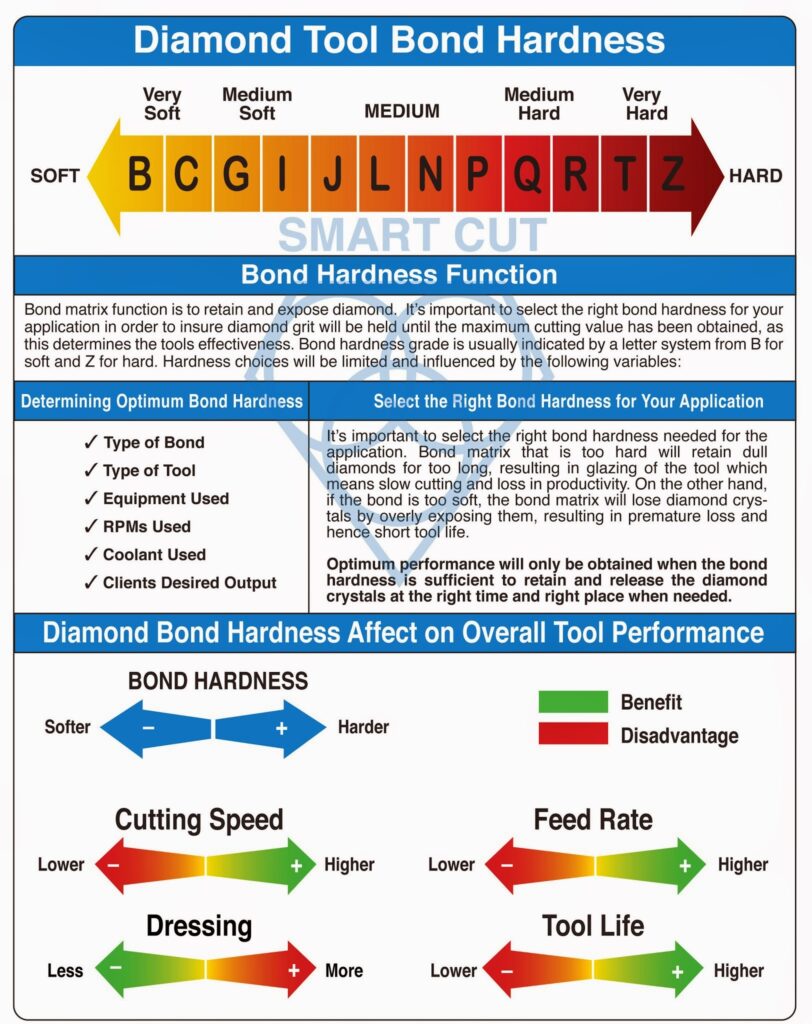
Diamond Tool Bond Hardness & wear resistance
Share this Article with Friend or Colleague
The main job of the bond matrix is to hold the diamond ...

02
Jun
Material Holding Methods
Material mounting, properly securing material in place is one of the first and most important steps in the micro ...
02
Jun
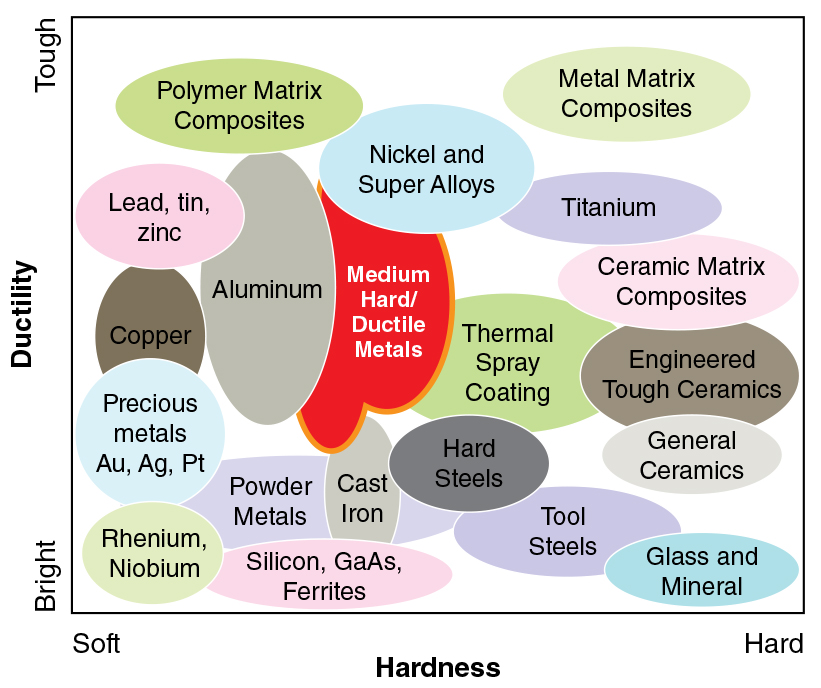
Material Guide
Share this Article with Friend or Colleague
Learn everything you wanted to know about different mat...
02
Jun
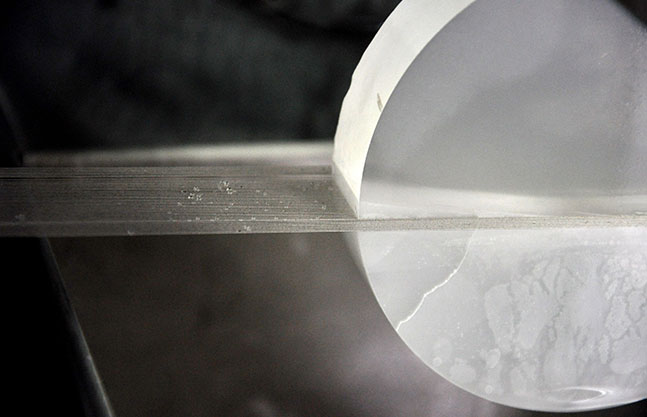
Silicon Fabrication Guide
Share this Article with Friend or Colleague
After a silicon ingot has been grown it has to be cut, ...

02
Jun
Diamond Tool Coolants Why, How, When & Where to Use
Coolant supply position and pressure is critical to minimize chipping, and maintain consistent and acceptable cut quality.
Co...
02
Jun
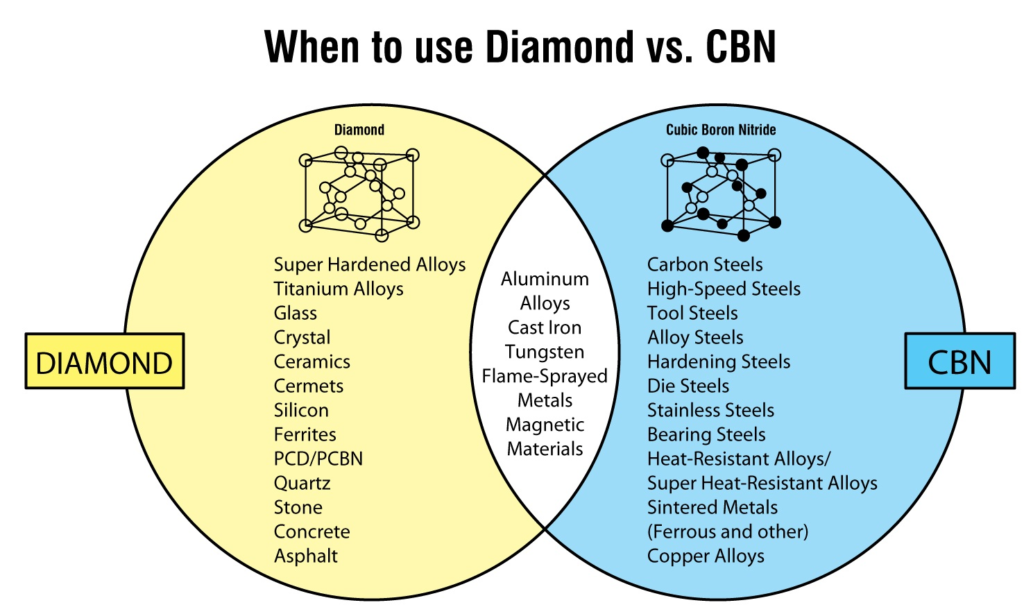
Diamond vs CBN (cubic boron nitride) Tools
Share this Article with Friend or Colleague
Cubic Boron Nitride (CBN) is a synthetic material that is ...
02
Jun
Dressing Diamond Tools Why, How, When & Where
Share this Article with Friend or Colleague
Dressing is the process of sharpening & exposing diamo...
18
Jul
Get to Know the Diamond Tool Bond Types and Which to use for your application
Share this Article with Friend or Colleague
The bond is the agent that keeps the diamond or CBN (cubic boron nitride) cryst...



04
Aug
RPM’s & Feed Rates
/*! elementor - v3.13.3 - 28-05-2023 */
.elementor-heading-title{padding:0;margin:0;line-height:1}.elementor-widget-heading .elementor-...
04
Aug
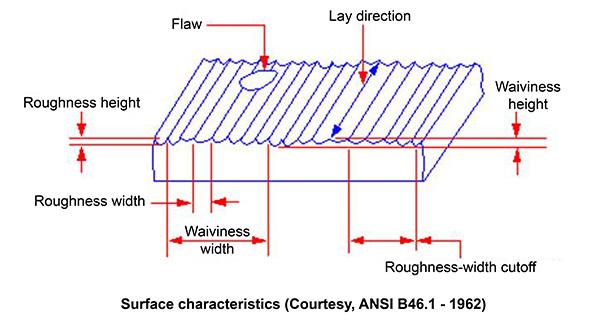
What is Surface Finish
Surface finish is typically measured in terms of roughness or smoothness. It influences the appearance, functiona...

04
Aug
What are Tolerances, Accuracy, and repeatability
Tolerances, accuracy, and repeatability are essential concepts in the fields of engineering, manufacturing, and m...

04
Aug
Diamond Tools compared with Abrasive Tools
Diamond tools and abrasive tools are both commonly used in various industries for cutting, grinding, and polishin...
04
Aug
Diamond vs. Laser and Water Jet
Machining with diamond tools and using diamond, laser, and water jet as cutting methods are all different process...
04
Aug
Diamond Wire vs band saw blades and circular blades
Diamond wire, band saw blades, and circular blades are all cutting tools used in various industries for different...

04
Aug
What is Chemical Vapor Deposition and its application
CVD diamond coating takes place in a vacuum chamber using a hot-filament, chemical vapor deposition (CVD) process...

04
Aug
What is Polycrystalline Diamond and its application
PCD tools are used for processing aluminum and aluminum, aluminum alloys, copper, copper alloy, babbitt metal, wo...

04
Aug
What are diamond dressers and their application
Diamond Dressers are used for truing and dressing conventional abrasive and super abrasive (diamond/cbn) wheels. ...
04
Aug
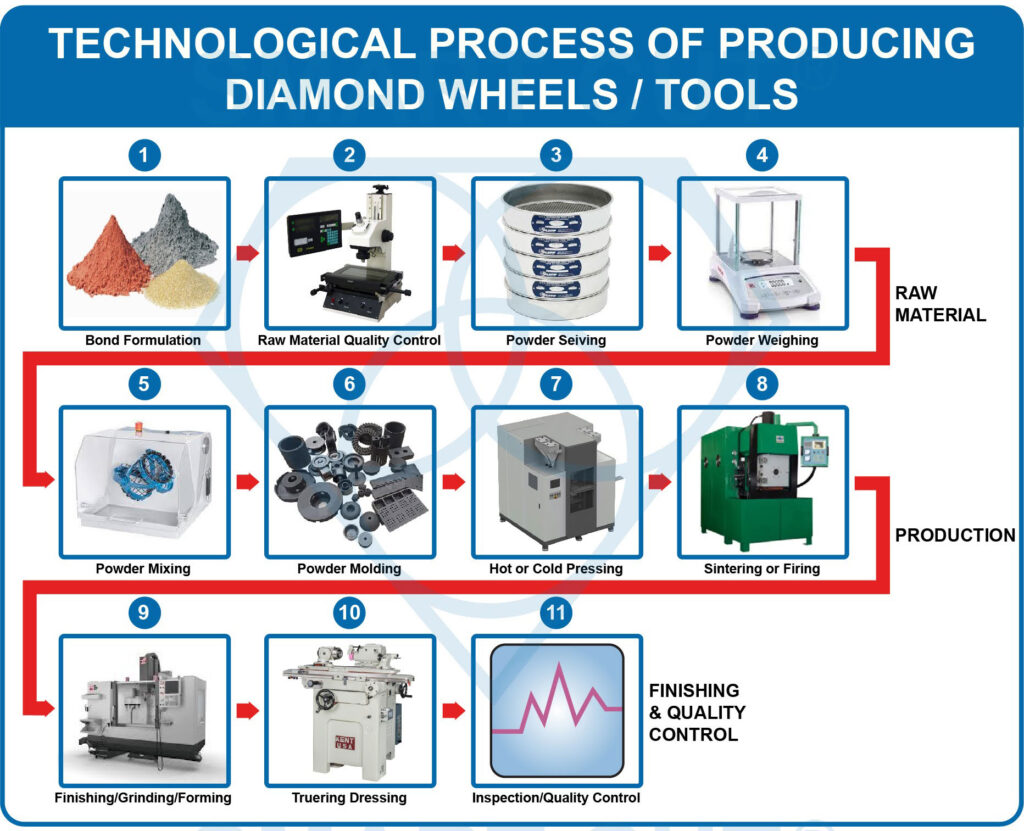
How Diamond Tools are Manufactured
Manufacturing diamond tools involves a series of technological processes to impregnated manmade or natural diamon...

04
Aug
What is the difference between Lapping, Grinding, & Polishing
/*! elementor - v3.15.0 - 09-08-2023 */
.elementor-heading-title{padding:0;margin:0;line-height:1}.elementor-widget-heading .elementor-...