




















































SPECIFICATIONS
EQUIPMENT USED
RECOMMENDATIONS
FREQUENTLY ASKED QUESTIONS
SPECIFICATIONS
EQUIPMENT USED
- Most Affordable Entry Level Lab Cutting Saw on Market Today
- Reduce Consumables Cost by up to 400%
- Equal or Better Cut Quality on most Applications to Fully Automatic Sectioning Saws, at small Fraction of cost.
- No Material Deformation
- Can withstand more exploitation that conventional precision sectioning saws
- Very Easy to use (reduce operator error & training)
- Can be used for just about any material or application
- Very compact, requires minimum space
- Powerful motor designed for cutting very hard to soft materials
- Straight forward design allows the operator to concentrate on sectioning samples, not operating the machine
- The durable housing is made from unbreakable cross linked
- polyethylene which cannot rust. Housing and all plastic parts are guaranteed for life.
- Larger speed range allow for almost unlimited number of blade specification choices to achieve desired results
- Perfect for Manufacturing and R & D Organizations on a Budget
RECOMMENDATIONS
Filters
Sort results
Reset
Apply
Image | Name | Price | Quantity | Add to cart |
|---|---|---|---|---|
 |
$55.00
|
|||
|
$124.95
|
|||
|
$180.00
|
|||
|
$295.00
|
FREQUENTLY ASKED QUESTIONS
-
AGATE
-
OPAL
-
AMETRINE
-
ONYX
-
AMETHYST
-
EMERALD
-
PETRIFIED WOOD
-
LAPIS LAZULI
-
AZURILE
-
RHODONITE
-
ZIRCONIA
-
ROUGH GEM STONE
-
RUBIE
-
GARNET
-
TURQUOISE
-
TANZANITE
-
GEMSTONES
-
SODA LIME & BOROSILICATE GLASS
-
TOPAZ
-
JADE
-
TOURMALINE
-
QUARTZ
-
TSAVORITE
-
METEORITES
-
More Precision
-
Minimal Dressing
-
More Universal
-
Heat Resistant
-
Easier to Use
-
Save Material
-
NO OIL required water cooled.
-
REAL TIME & MATERIAL SAVERS
-
BEST PERFORMANCE & VALUE FOR YOUR MONEY
-
Chip Free Cutting
-
Cuts Faster
-
Lasts Longer
-
More Aggressive
-
Smoother Finish
-
Straight Cut
-
Superior Quality
-
Superior Consistency
-
REDUCE TIME SPENT
ON SECONDARY STEPS (Such Polishing & grinding)



Diamond-Depth
High Quality Diamond
Precision Steel Core
Inside Diameter


02
Jun
How to Selecting Right Diamond Tools for your application
Share this Article with Friend or Colleague
One of the most critical factors in successful diamond too...
02
Jun
How to properly use Diamond Tools
Share this Article with Friend or Colleague
UKAM Industrial Superhard Tools manufactures precision dia...
02
Jun
Why use diamond
Share this Article with Friend or Colleague
Diamond is the hardest material known to man kind. When...
02
Jun
What is Diamond Mesh Size and how to select best one for your application
Share this Article with Friend or Colleague
Diamond grit size can be defined as the size of the diamon...
02
Jun
What is Diamond Concentration and which to use for your application
Share this Article with Friend or Colleague
Life of the diamond tool is primarily controlled by amo...
02
Jun
Diamond Tool Coolants Why, How, When & Where to Use
Coolant supply position and pressure is critical to minimize chipping, and maintain consistent and acceptable cut quality.
Co...
02
Jun
Diamond vs CBN (cubic boron nitride) Tools
Share this Article with Friend or Colleague
Cubic Boron Nitride (CBN) is a synthetic material that is ...
18
Jul
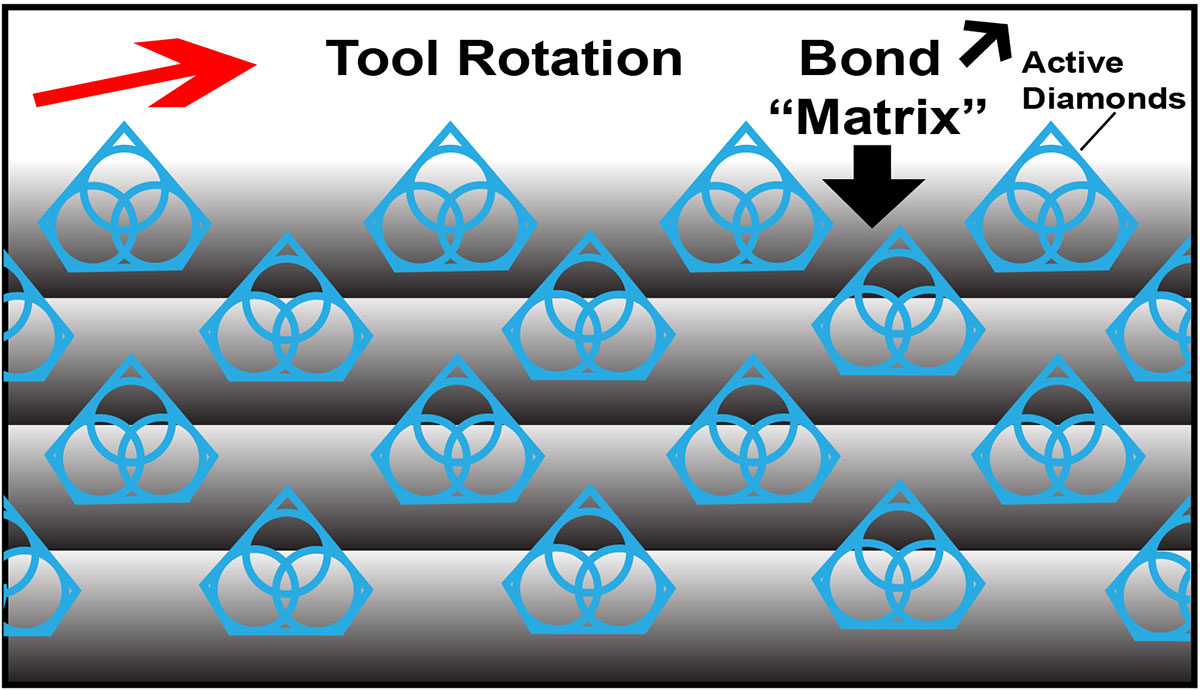
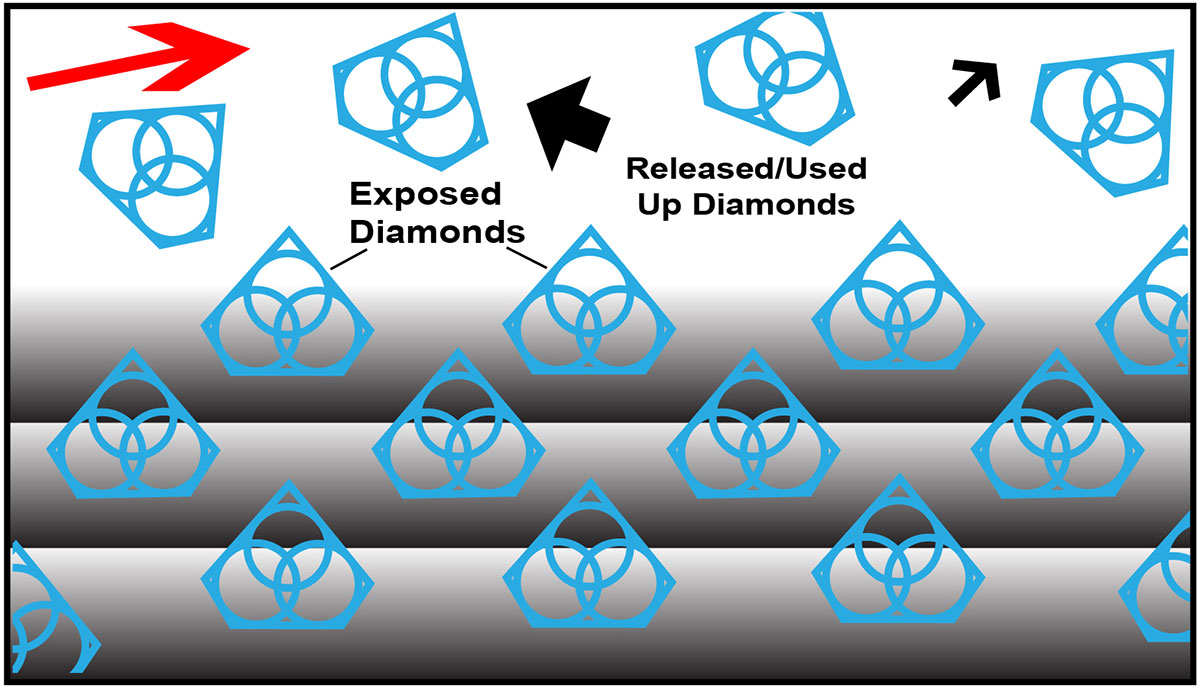
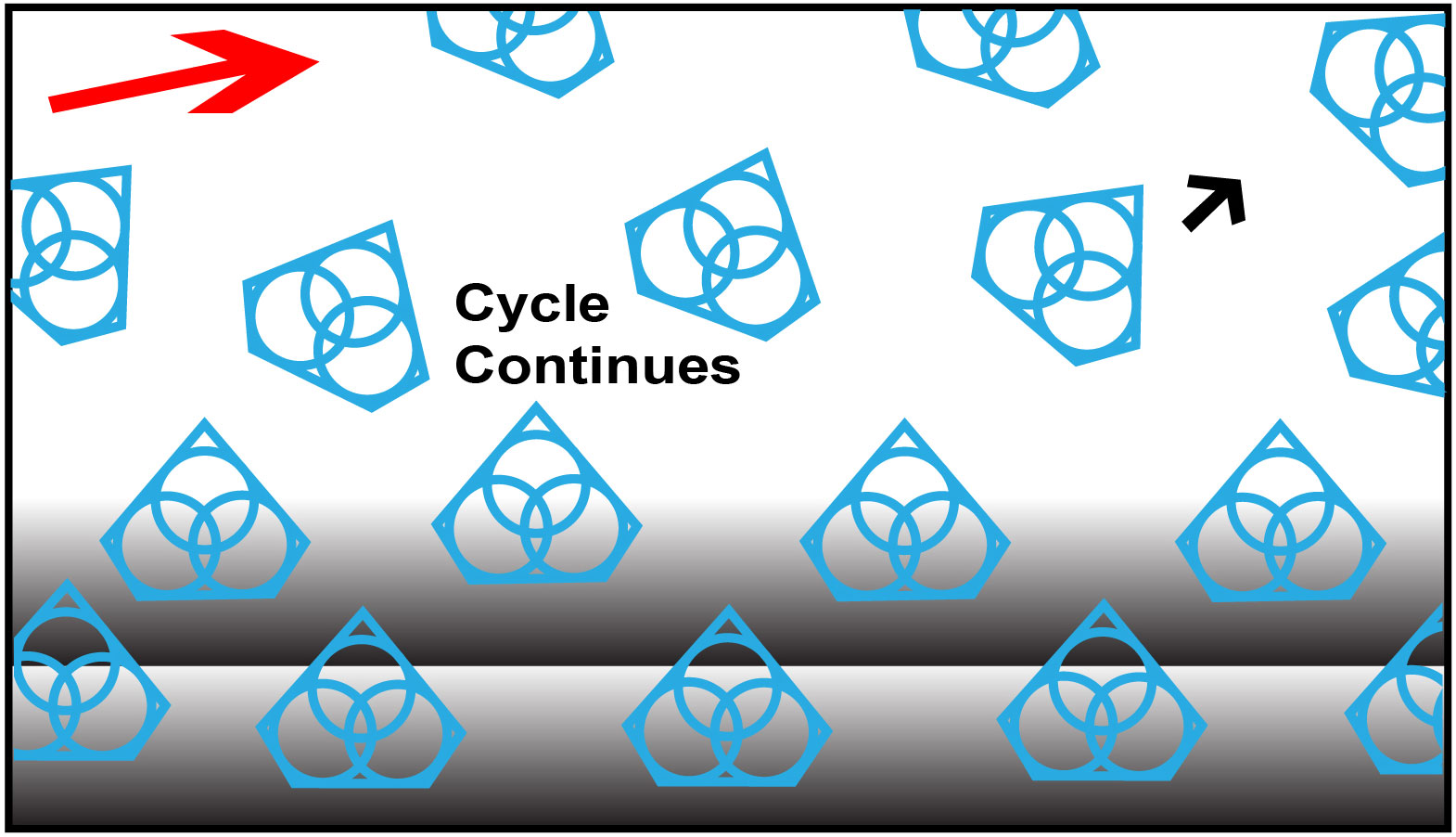
Get to Know the Diamond Tool Bond Types and Which to use for your application
Share this Article with Friend or Colleague
The bond is the agent that keeps the diamond or CBN (cubic boron nitride) cryst...